Products & Solutions:
Monitor Technologies provides a wide range of solutions for level indicators and controls, continuous level sensors, inventory management, solids flow monitoring / metering, in-line moisture measurement, dust monitoring / broken bag detection and bin aeration for the storage and processing of powders & bulk solids.
For over 60 years we have strived to offer high quality products, extensive application support and trusted customer support.
Markets Served:
We offer application solutions for a large variety of industries / target materials including (but not limited to): plastics, cement and aggregates, fly ash, coal / power plants, mining, biofuels, feed and grain, food packaging, ingredients, baking & snacks, pet food, pulp & paper, pharmaceuticals, chemicals, and more powders and bulk solids. Also some slurry and liquid applications.
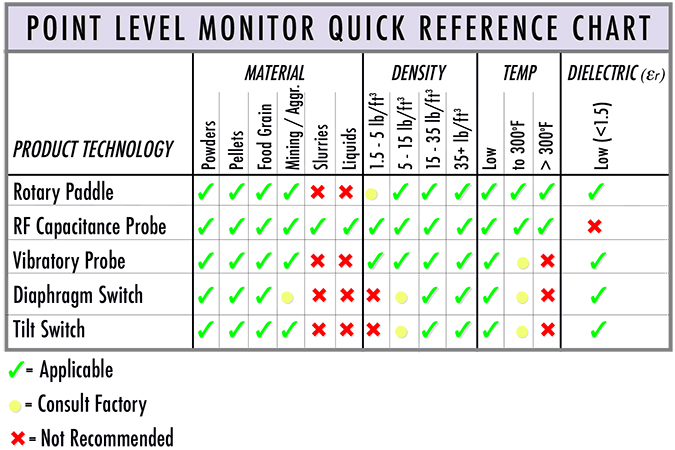
Point Level Sensors:
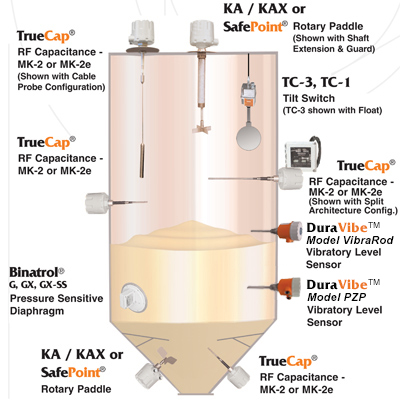
Need some more information?...Click on the button.
Continuous Level Sensors:
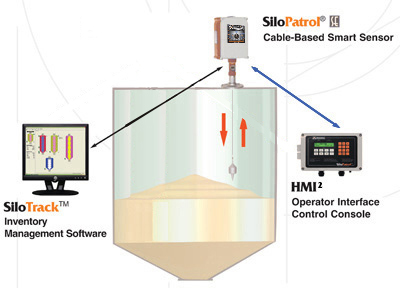



SiloTrack Cloud
Remote Inventory Management Web-Based Application |
 |
| CONTINUOUS LEVEL QUICK REFERENCE CHART |
| Plumb Bob Style |
Non-Contact Radar |
> Measuring range
up to 150 ft (45.7 m) in height.
> Measurements taken at continuous intervals or on-demand.
> Not affected by material composition, including dielectric.
> Electromechanical design.
|
> Measuring range
up to 100 ft (30 m) in height for solids and liquids
> Continuous, instantaneous (real-time) measurements.
> Non-Contact ...nothing to "touch" your process
> Material's dielectric needs to be considered.
> Electronic...No moving parts.
|

( click here )
Complete Product Offerings:








