



Dust Alarm® ES Broken Bag Detector
|
|
|
|
|
|
|
|
|
Support Documents / SOFTWARE:
| DustAlarm ES Product Sheet | |
|
DustAlarm ES & DustConfig Manuals |
|
| Application Questionnaire | |
| 2D Drawings & 3D Models - Registration Required | |
|
DustConfig Software |
Similar Item(s):
DustTrend ES Dust Emission Trend Monitor
Principle of Operation
AC Triboelectric technology has been used for broken bag detection for many years and is an accepted technology by the US EPA for dust particle emission detection (40 CFR Sec 63.1350).
The Triboelectric effect is based on particles interacting with an electrically isolated sensing probe. When moving particles pass in close proximity to the probe a very small electrical charge is transfered from the particulate to the probe. This electrical signal is then processed by the DustAlarm® ES via a series of advanced algorithms. The signal processing filters out other electrical charges, or electrical ‘noise’, which is not representative of the moving particles. These proprietary algorithms effectively differentiate undesirable signals from the desirable signal resulting in reliable particle emissions detection.
The DustAlarm® ES is designed to detect a change in the concentration of dust within the exhaust air stream of a dust collection system. When the signal generated by moving dust particles exceeds a preset threshold an alarm output is generated.
Auto Set-up Feature:
Using the Auto Set-up method will automatically configure these parameters:
{ Running average of measured signal: 100 sec time constant default
{ Alarm-1 threshold: 5x measured value from Auto Set-up default
{ Alarm-2 threshold: 20x measured value from Auto Set-up default
{ Alarm delay, hold on: 30 sec default
{ Alarm delay, hold off: 30 sec default
Outputs:
The DustAlarm® ES provides Relay and/or RS-485 (Modbus) outputs.
Applications
Typical target materials for this switch include, but are not limited to:
Feed and grain, food processing (flour, sugar, etc.), wood dust, cement, fly ash, foundries, mining and minerals, steel, ferrous or non-ferrous metals, silica dust, energy, plastics, pharmaceutical, chemical processing and more.
Provides early detection of dust emission leaks where it is critical to safety, maintenance, equipment operation, cost-savings, reducing material loss, plant efficiency (energy-savings), good “housekeeping”, employee welfare,
environment, local regulations, etc.
Protect blowers from damage.
The DustAlarm® ES is designed for broken bag detection / leaking filter detection in the exhaust ducts of baghouses
of various sizes, cartridge collectors, cyclones, and any other dust collector containing filters which may break or
wear out. [See example below.]
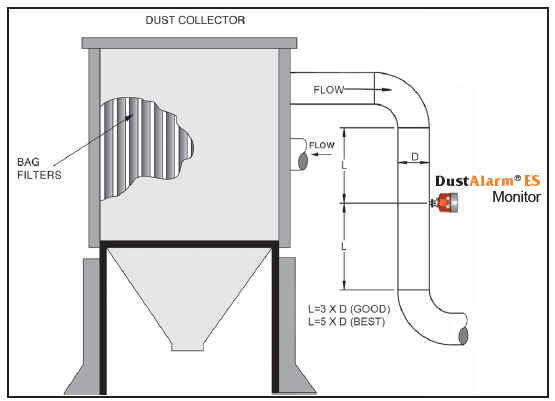
Application Example
Please note from the example, when placing the monitor allow for a distance of 3X to 5X the duct diameter both upstream & downstream from DustAlarm® ES to allow for ideal dispersion of particulate material.
Options
Optional Quick-Connect Mounting Kits:
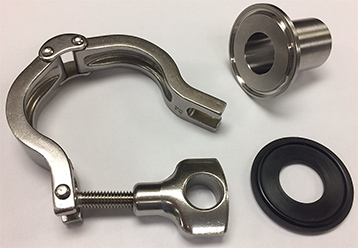
18-8007 Kit, Mounting, 1” Ferrule Tri-Clamp (Ferrule, Gasket and Clamp)
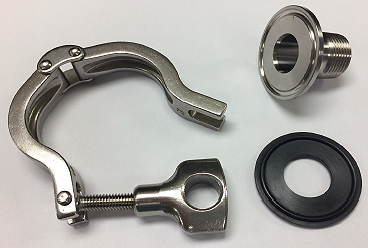
18-8009 Kit, Mounting, Convert Tri-Clamp to 3/4” NPT (Threaded Ferrule, Gasket and Clamp)
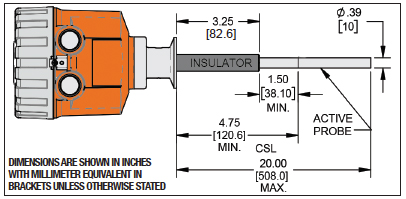
Probes and Probe Extensions:
Available solid coupling probe extensions to provide an additional 2" (51mm) to 24” (610mm) of probe length.
316 Stainless Steel probe standard length up to 20” (508mm).
[Customer specified probe lengths from 4.75” to 20”.]
(CSL) Custom Probe Length Measurements
(It is recommended to use a probe length that is 1/3 to 2/3 the diameter [or span] of the duct.)
Click Here for Reference on How to Determine Overall Insertion Length for Customer Specified Legnths
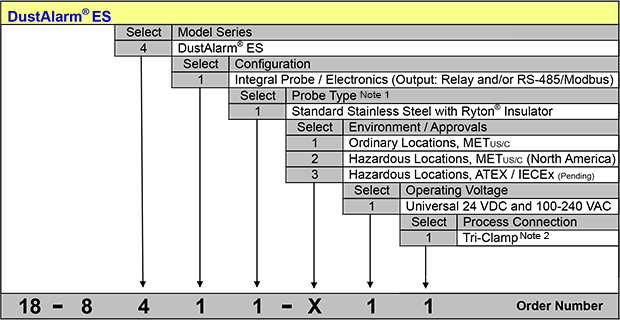
Ordering Information
 Discontinued DustAlarm Series #18-83xx
Discontinued DustAlarm Series #18-83xx 